

服务热线
137-7316-0768

我们一直专注于精密塑胶模具、模具组件、精密塑胶组件的加工,设计与开发为主的服务型企业。产品涉及:医疗、光电、新能源、(汽车线束、电脑、手机)连接器、等高精密模具及塑胶组件等产品。
塑胶模具的基本结构
精密塑胶模具依总体功能结构可分为﹕导向系统﹑支承系统﹑成型零件系统﹑浇注系统﹑冷却系统﹑顶出系统﹑排气系统。
定义﹕精密塑胶模具中从注射机喷嘴开始到型腔为止的塑料流动通道。其由主流道﹑分流道﹑浇口及令料穴组成。
相关的一些中英文对照
CAV.NO 第几号模窝 RUNNER 浇道

GATE 浇口 CAVITY 型腔
1. 装配基准 装配基准可大致分为:
(1)以塑料模中的主要工作零件如型芯,型腔和镶快等作为装配的基准件,模具的其它零件都有装配基准件进行配制和装配。
(2)以导柱导套或模具的模板侧基面为装配基准面进行修整和装配.
2. 模具装配精度
(1)各零部件的相互间精度,如距离尺寸精度,同轴度,平等度,垂直度等.
(2)相对运动精度,如传动精度直线运动和回转运动精度等.
(3)配合精度和接触精度,如配合间隙,过盈量接触状况等.
(4)塑料成形件的壁厚大小.新制模具时,成形件壁厚应偏于尺寸的下限.
3. 修配原则
(1)修配脱模斜度,原则上型腔应保证大端尺寸在制件尺寸公差范围内,精密零件部加工型芯应保证小端尺寸在制件尺寸公差范围内
(2)角隅处圆角半径,型腔应偏小,型芯应偏大.
(3)当模具既有水平分型面又有垂直分型面时修正时应使垂真分型面接触时水平分型面稍稍留有间隙。小型模具只需涂上红后相互接触即可,大型模具间隙约为0.02mm左右.
(4)对于用斜面合模的模具,斜面密合后,分型面处应留有0.02-0.03mm的间隙.
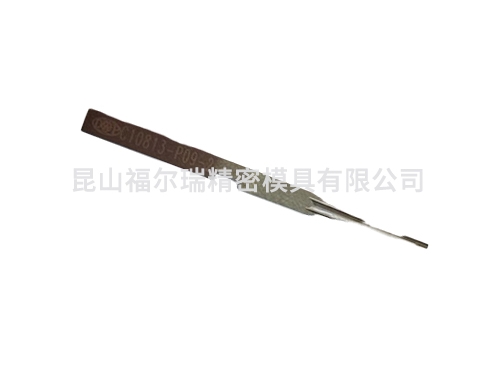
(5)修配表面的圆弧与直线连接要平滑,表面不允许有凹痕,锉削纹路应与开模方向一致.8 mm,冲小孔的较小宽度0.25 mm,冲头看上去给人一种弱不禁风的感觉。这么小的孔如何冲制?如此小的冲裁间隙如何保证模具的制造精度?如果不是亲眼所见实在难以想象。
翻开图面,了解模具结构,设计制造公差和其特殊的制造工艺,我们不难摸到模具的脉搏。
所有冲孔部分从上到下都是入块、冲头,刀口为钨钢材质。上模板、脱料板、下模板的入块孔、固定销孔JG研磨,滑动配合间隙c+0.005~0.010 mm,非滑动配合c+0.003 mm,加工精度+/-0.002 mm;主体结构导向件为滚珠套配合精密导柱,冲小孔结构采用与上模分离的局部结构,用等高套锁在下模板上,弥补冲压设备的精度误差;局部结构的导向件为精密石墨自润滑形内导柱,脱料板和下模板的内导套灌胶,弥补导向部件的加工误差,提高导向精度,以保证模板在冲压过程中位置精度;尽可能小的冲压行程,可以让冲孔冲头的长度做到尽可能的短,适当的冲头补强可以改善冲头的强度。由此可以完全体现模具设计者趋向于高精密的设计理念,尽可能的保证模具的高品质、高要求。
现代化的加工设备,高精密的加工工艺,更是使得这些设计理念得到允分的发挥。模板热处理后经过深冷时效处理,消除内应力,预防模板变形,保证模板的加工稳定性,平面研磨保证模板平面度,平行度0.005 mm。


 昆山市周市镇荷花浜路58号
昆山市周市镇荷花浜路58号 www.ferjm.com
www.ferjm.com 13773160768
13773160768 0512-57627085
0512-57627085

