

服务热线
137-7316-0768

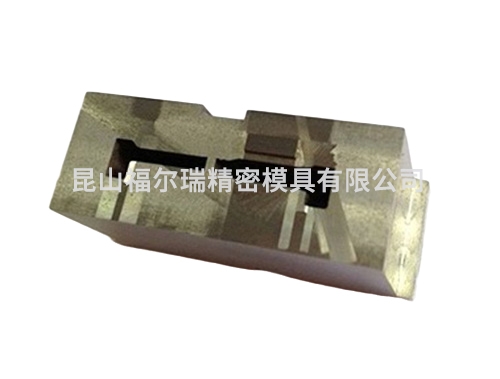
精密零部件加工产品的质量在任何时分都是我们关心的一件事,怎样保证冲压件加工的质量是一件必要的工作,在竞争非常强烈的社会,我们可以更好的保证精密五金冲压件加工的质量,就可以让客户得到更好的保证,作为冲压件出产厂家来说必定要做好各个方面质量上的保证。
想要保证精密五金冲压件加工的质量,就要保证本身的技艺是老练的。技能上的不老练会引起冲压件加工产品的质量不合格,这些方面对冲压件厂家来说是要害的,技能上的不时行进,对冲压件加工的质量来说才会有更好的保证。
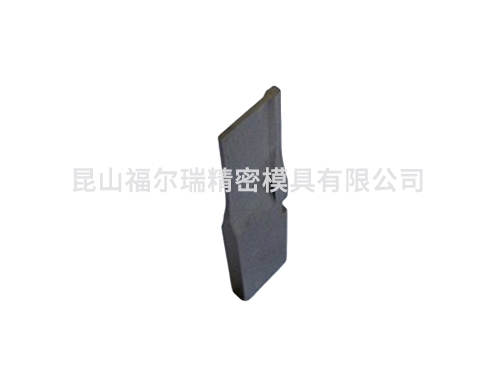
精密五金冲压件的质量好不好与出产设备本身有着直接关系。而在实践运用的过程中,换胎简略、作业稳定、产品一次成型都是很重要的内容,人们需求在各个部分更好丰厚相关常识。冲压件出产术也在不时的更新展开。冲压件出产技能需求更新。

也尽可能的替代切削加工的办法,因为切削加工会宣布很大的噪声对人身的危害非常的大。精密五金冲压件出产技能与配套技能类别是一项巨大而凌乱的系统工程,因此需求有特地的技能人员与技师来从事作业,协作精冲所需求的作业。
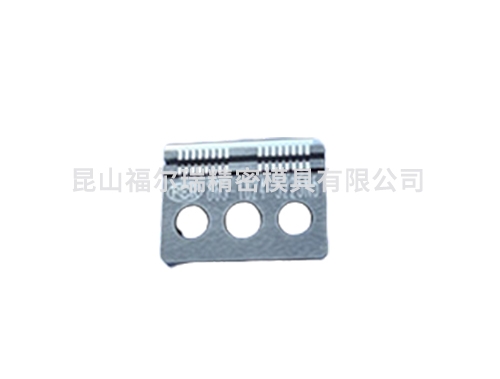
其他具体问题:在日常出产中,会遇到冲孔标准偏大或偏小(有或许超出标准要求)以及与凸模标准相差较大的现象,除考虑成形凸、凹模的规划标准、加工精度及冲裁空地等要素外,还应从以下几个方面考虑去处理。
冲切刃口磨损时,材料所受拉应力变大,冲压件发生翻料、误解的趋向加大。发生翻料时,冲孔标准会趋小。对材料的强压,使材料发生塑性变形,会导致冲孔标准趋大。而减轻强压时,冲孔标准会趋小。凸模刃口端部形状。如端部修出斜面或弧形,因为冲裁力减缓。
冲件不易发生翻料、误解,因此,冲孔标准会趋大。而凸模端部为平面(无斜面或弧形)时,冲孔标准相对会趋小。防止冲压件发生翻料、误解的办法⑴。合理的模具规划。在级进模中,下料次序的组织有或许影响到冲压件成形的精度。
精密冲压件冲压材料需具有必定的冲压功用,以便于可以简略得到高质量和高精度的精密冲压件,便于出产加工;一同它的一次冲压工序的极限变形程度和总的极限变形程度要足够大,便于进步出产功率。而前提条件是冲压材料对精密冲压件、精密冲压模具的损耗及磨损要低。
精密冲压件冲压材料应满足相应的工艺要求,比方说它的厚度公役应契合国家标准。尽管不同的模具间隙适用于不同厚度的材料,但假如材料的厚度公役太大,不只直接影响精密冲压件的质量,还可能导致模具或压力机的损坏。
与此一同,要求出产精密冲压件的材料有较高的伸长率和断面缩短率,较低的屈从眯和较高的搞拉强度,可塑性较高,能变形程度大,有利于冲压工序的稳定性和变形的均匀性,进步了精密冲压件成形尺度精度。
除此之外,冲压材料还要对机械接合及继续加工有良好的习气功用,削减对机械设备造成损坏的可能性。使用可以满足上述一切条件的材料制造精密冲压件,质量必定有保证。并且材料自身也要有较高的表面质量,不能存在氧化皮、裂纹、锈斑、划伤、分层等缺点,质量好的材料在加工时不易决裂,也不易擦伤模具,得到的精密冲压件的表面质量也好。


 昆山市周市镇荷花浜路58号
昆山市周市镇荷花浜路58号 www.ferjm.com
www.ferjm.com 13773160768
13773160768 0512-57627085
0512-57627085

