

服务热线
137-7316-0768

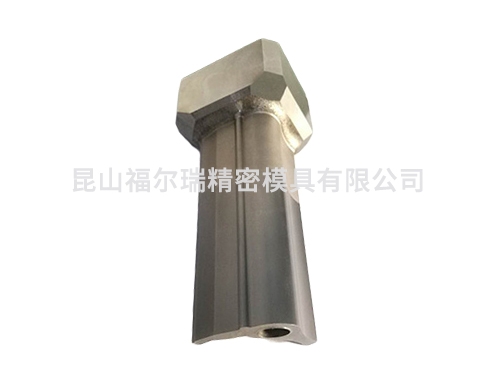
现在,不少外商对精密模具制造提出了更高的要求。要求模具制造厂提供的模具的分型面上不得有手工打磨的痕迹,而国内有很多工厂是做不到这个要求的。其实,一般中档模具(中小型)都应该达到这个要求。这个要求就是考察精密模具制造商的设计水平、装备水平、工艺水平、管理水平、质量保证体系和员工素质的综合指标之一。
精密模具制造所谓考察设计水平,就是设计的合理性与化复杂为简单的优化是否较佳。这一点,目前在中国模具制造商中还是有很大差异的。
所谓考察装备水平,就是看你是否拥有正规的数控设备并且采用正确的工艺来加工。目前,世界上先进的模具制造设备,精密零件部加工在中国都可以看到。一般的中国模具制造商基本上在装备上是可以的。

对于管理水平和质量保证体系。只能说越来越多的企业认识到其重要性。
这里着重谈谈对加工工艺中达到这个要求的一些体会。
首先,要在加工中心工作3-4小时以后对模具零件进行精加工,效果会较好。其次,要解决在所有加工过程中因内应力使模具零件变形的问题,使加工过程中的变形较小。
在模具零件切削加工时,由于加工的刀具、电极、切割丝、冷热变化、紧固工具对材料的施力等,被加工的材料内部在不断的积聚由此产生的内应力;同时,内应力在不断积聚下企图释放。当积聚的内应力达到相当程度,克服了材料的刚性,改变了被加工件的形状,产生了变形。被加工的材料在切削过程中积聚内应力是必然的,那么内应力要造成模具零件变形也是必然的。我们知道,在模具零件内积聚内应力较多的,是打深孔、磨加工、粗加工和电加工阶段,以及焊接加工阶段。
克服模具零件中内因力造成的变形。不外两种途径:消除内应力和机械再加工或两者相结合。
消除内应力一般是采取热处理的方法,即我们通常所说的“消应处理”。一般钢质零件进炉后,6-12小时内逐步升温至590℃左右,保温2-6小时(视工件大小及厚薄,还要根据当时当地季节温度),然后随炉冷却。这个过程一般需要24-48小时。一般铝质零件进炉后,6小时内逐步升温至290℃左右,保温2-4小时(视工件大小及厚薄,还要根据当时当地季节温度),然后随炉冷却。这个过程一般需要24小时。
在机械加工时,尤其是粗加工时,紧固工具的受力一定要均匀,一般采用多遍、对角紧固,紧-松-紧的方法。我们一般习惯的加工方法是认定一个基准面,加工过程中从头至尾不变,以它为基准来加工其他部位。其实,由于加工时内应力的积聚造成的变形,这个基准面也在变形。而基准面的变形,会造成其余形状产生许多变化。在装配时通过修整,又产生许多变化,这些累积起来,就影响了模具的品质和寿命。


 昆山市周市镇荷花浜路58号
昆山市周市镇荷花浜路58号 www.ferjm.com
www.ferjm.com 13773160768
13773160768 0512-57627085
0512-57627085

