

服务热线
137-7316-0768

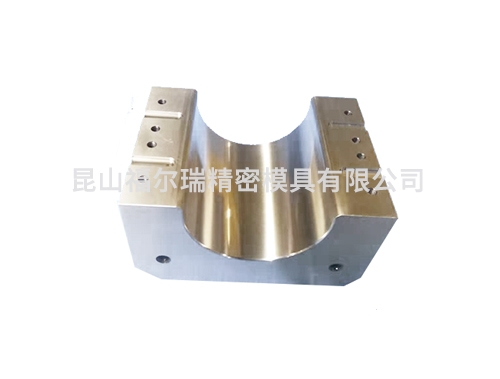
今天精密零部件加工厂家为您讲述精密机械加工零部件轴孔的测量过程
精密零部件加工轴孔的数据是否准确,来自于工作人员检测过程,那如何来检测精 密机械零部件轴孔的过程呢?
首先从图纸上获得轴孔的大小、轴孔的公差范围。了解了轴孔的大小和轴孔的公差,从而进一部的去选择合适的量具。比如:1.轴孔210mm,那我们只要选用0-300 mm的卡尺便可测量,测量时首先将被测工件用无尘纸擦拭干净,然后安使用卡尺正确的方式去测量即可。2.轴孔210mm,公差0-0.03 mm ,那我们要选用更精 密的量
具如:内径百分表、内径千分表、内径千分尺,我们先把测量的工具按照尺寸校好,同样用无尘纸把被测工件擦拭干净,用校好的量具以及正确的测量方式测量出数据即可,如果数据要更准确我们可以多次测量得出数据取平均值即可。

在精密机械零部件轴孔的测量过程中,被测工件擦拭是否干净关系到数据是否精 准,所以擦拭工件这向过程是必不可少的;数据的多次测量能给我们带来更精 准的数据。
昆山福尔瑞精 密模具有限公司是一家民营高新技术企业,成立于2008年,地处江苏省昆山市周市镇荷花浜路58号。公司先进的检测设备有:德国ZEISS三座标、日本Nikon投影机、日本Nikon工具显微镜、日本Nikon电子高度规、瑞士TRIMOS2次元、日本三丰万分分厘卡、刻图机等数十台精 密量测设备。精密模具制造公司严格按照ISO9001质量管理体系控制生产制造的全程,确保产品的品质。




 昆山市周市镇荷花浜路58号
昆山市周市镇荷花浜路58号 www.ferjm.com
www.ferjm.com 13773160768
13773160768 0512-57627085
0512-57627085

