

服务热线
137-7316-0768

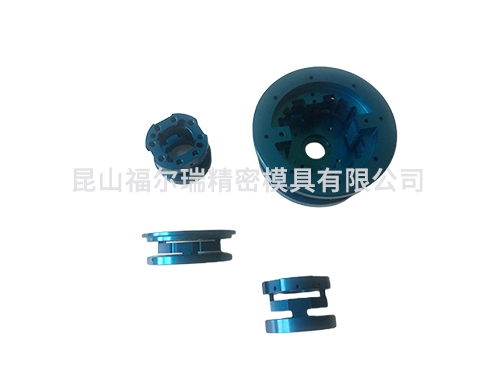
精密冲压件厂家对大型机械加工毛刺去除方法及位置精度介绍
精密冲压件大型机械加工的划分加工阶段,其加工质量要求高的表面,都划分加工阶段,一般可以有效的分为粗加工、半精加工和精加工三个阶段。主要是为了保证加工质量;有利于合理使用设备,便于安排热处理工序,以及便于时发现毛坯缺陷等。先加工基准面:零件在加工过程中,作为定位基准的表面应首先加工出来,以便尽快为后续工序的加工提供精基准。称为“基准先行”。
大型机械加工的对于箱体、支架和连杆等零件应先加工平面后加工孔。这样就可以以平面定位加工孔,保证平面和孔的位置精度,而且对平面上的孔的加工带来方便。主要表面的光整加工(如研磨、珩磨、精磨滚压加工等),应放在工艺路线后阶段进行,加工后的表面光洁度在Ra0.8um以上,轻微的碰撞都会损坏表面,在光整加工后,都要用绒布进行保护,不准用手或其它物件直接接触工件,以免光整加工的表面,由于工序间的转运和安装而受到损伤。

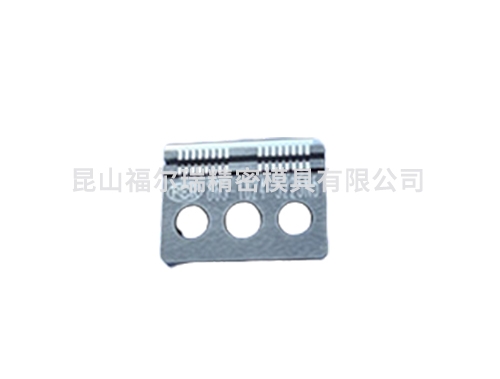
大型机械加工毛刺去除方法?
1. 手工去毛刺传统的方式是钢锉,砂纸,磨头打磨;而修边刀逐步取代了这些传统的方法,使用起来简单方便,不需要技术处理,节约成本并且环保。
2. 化学去毛刺是用电化学反应原理,对金属材料制成的零件自动地、有选择地完成去毛刺作业。它可广泛用于气动、液压、工程机械、油嘴油泵、汽车、发动机等行业不同金属材质的泵体、阀体、连杆、柱塞针阀偶件等零件的去毛刺加工。适用于难于去除的内部毛刺、热处理后和精加工的零件。
3. 电解去毛刺适用于去除零件中隐蔽部位交叉孔或形状复杂零件的毛刺,生产效率高,去毛刺时间一般只需几秒至几十秒。这种方法常用于齿轮、花键、连杆、阀体和曲轴油路孔口等去毛刺,以及尖角倒圆等。精密塑胶模具厂家告诉您缺点是零件毛刺的附近也受到电解作用,表面会失去原有光泽,甚至影响尺寸精度。



 昆山市周市镇荷花浜路58号
昆山市周市镇荷花浜路58号 www.ferjm.com
www.ferjm.com 13773160768
13773160768 0512-57627085
0512-57627085

