

服务热线
137-7316-0768

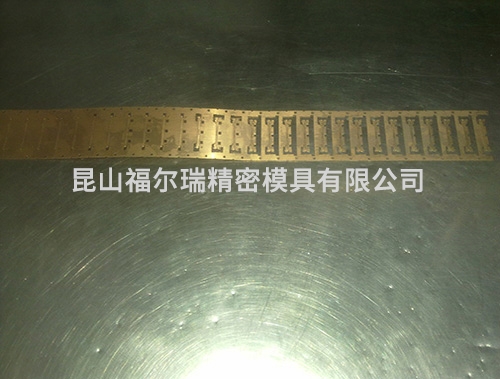
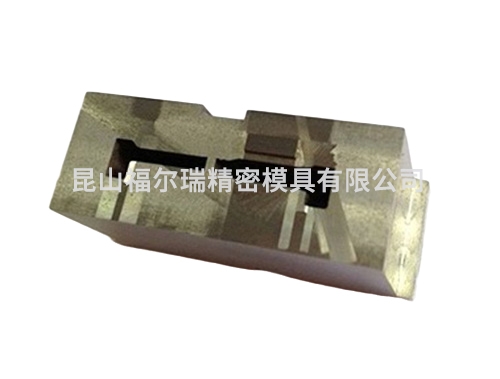
硬质合金刀片作为切削加工工具普遍应用于现代消费制造业,精密冲压件作为财富切削利器,硬质合金刀片几何角度的选择以满足运用请求作为准绳,主要表现在以下方面。今天精密冲压件厂家简单给大家介绍下前角。

精密冲压件前角大,切削层的塑性变形小,刀-屑摩擦阻力小,切削力和切削热可降低,但前角过大,则切削刃和合金刀头强度降低,散热条件恶化,刀具寿命降落,前角较小,切屑变形增大,断屑容易,前角的大小与其他汇合参数一样,应依加工请求合理选择,其选择准绳是:
a.精密冲压件工件资料的强度、硬度越低,塑性越好,应取较大的前角;加工脆性资料(如铸铁)或刀-屑接触长度短的资料(如钛合金)时,应取较小的前角;加工特硬资料(如淬硬钢、冷硬铸铁)以至可取负的前角。b.刀具资料的抗弯强度及韧性越高,可取较大的前角。
c.断续加工或粗加工有硬皮的锻、铸件时,应恰当减小前角,但假如此时有较大的负刃倾角配合,可取较大前角,以减小径向切削力。
d.高速切削时,前角对切屑变形及切削力的影响较小,可取较小前角。
e.成形硬质合金刀具的前角,应依据详细加工请求选择。



 昆山市周市镇荷花浜路58号
昆山市周市镇荷花浜路58号 www.ferjm.com
www.ferjm.com 13773160768
13773160768 0512-57627085
0512-57627085

