

服务热线
137-7316-0768

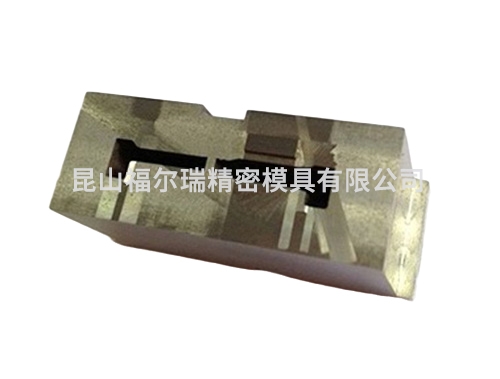
在级进模中,精密冲压件通过冲切在级进模中,通过冲切精密冲压件周边余料的方法,来形成冲件的外形。冲件发生翻料、歪曲的首要原由于冲裁力的影响。冲裁时,由于冲裁空地的存在,材料在凹模的一侧受拉伸(材料向上翘曲),靠凸模侧受紧缩。当用卸料板时,运用卸料板压紧材料,避免凹模侧的材料向上翘曲,此刻,材料的受力状况发生相应的改动。随卸料板对其压料力的增加,靠凸模侧之材料受拉伸(紧缩力趋于减小),而凹模面上材料受紧缩(拉伸力趋于减小)。冲压件的翻转即由于凹模面上的材料受拉伸而致。所以冲裁时,压住且压紧材料是避免冲件发生翻料、歪曲的 。

电子冲压件滑移线法的基本假设为:板料法兰厚度不变,且处于平面应变状况,材料各向同性,无硬化,不考虑摩擦力分布对塑性活动的影响。从对滑移线法的叙说表明,只要形状相对简略的冲压件才干建立相应的滑移线场。而且只要在特别简略的鸿沟条件下才干从特征方求解中给出滑移线的数学表达式。一般情况下,需运用特征方程的数值积分,根据给定的鸿沟条件,逐点递推,求得近似滑移线场,这种方法是以改换特征线微分方程为有限差分关系式,并运用滑移线的特征作为基础的。因而滑移线法由于数学运算比较复杂而较难在实际生产中运用。该方法首要基于一些阅历计算公式,所以其运用规模遭到影响,首要运用于形状比较简略的可展冲压件(如旋转形件、曲折件、或由这些简略形件组合而成的冲压件)。总的来说,由阅历打开板类件安闲曲面的方法都是属于迁就性质的方法,其精度遭到运用者阅历的丰厚程度、所选用的阅历公式及详细工艺参数的挑选等许多因数的影响,其准确度有待进一步进步。

 昆山市周市镇荷花浜路58号
昆山市周市镇荷花浜路58号 www.ferjm.com
www.ferjm.com 13773160768
13773160768 0512-57627085
0512-57627085

