

服务热线
137-7316-0768

精密冲压件、电子冲压件出产加工工艺流程中,排样设计方案是在其中一个不可或缺的阶段,依据原材料的有用运用状况,条料排样办法能够 分成三种,下边电子冲压件加工厂家带您看一下,都是有哪三种,他们的不同有哪些?
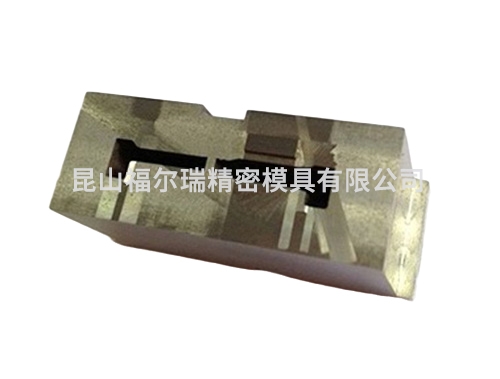
一:有废弃物排样的办法
顺着电子冲压件所有外观设计冷冲压,精密冲压件与冲压件中心,五金冲压件与条料中心都存在沾边废弃物,机加件标准由冲压模具来保证,那样出产加工出去的五金冲压件产品高精度,五金模具使用寿命也高,可是原材料使用率较为低;

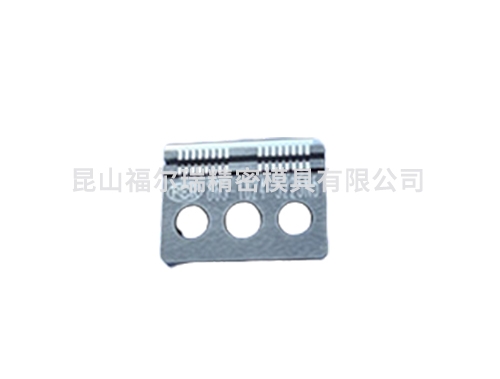
二,少废弃物排样的办法
沿机加件一部分外观设计断开或是冷冲压,只在机加件与机加件中心或是机加件与条料周围面中心留出沾边,因为遭受裁剪条料质量和准确定位误差的危害,其冲裁件的质量较为差,其他边缘毛边被模座带到空位也危害磨具的使用寿命。但五金冲压件原材料使用率较高,冲压模具结构简易;
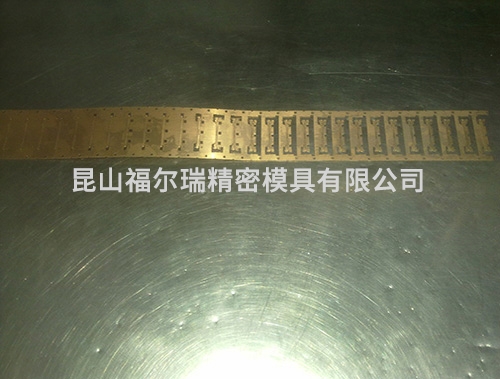
三,无废弃物排样的办法
机加件与机加件中心或机加件与条料周围面中心均无沾边,沿平行线或曲线图断开条料而得到 机加件。机加件的质量和磨具使用寿命更差一些,但原材料使用率大。此外,当送展开距为二倍零件总宽时,一次断开便能得到 2个机加件,有益于提高劳动效率。选用少、无废弃物的排样能够 简单化冷冲压模结构、削减冷冲压力、提高原材料使用率。可是,因条料本身的标准公差及其条料导向性与准确定位所形成的误差危害,机加件公差等级表低。其他,因为磨具单侧承受力(单侧断开时),不只会加重磨具损坏、削减磨具使用寿命,并且也立即危害机加件的横断面质量。因此,排样时有必要统筹和谐、各方位考虑到。
针对姿势冗繁的五金冲压件,一般 用纸条剪成3~五个样品,随后摆出各式各样不一样的排样办法,历经分析和测算,抉择方案出有用的排样方案方案。
在电子冲压件出产制造中,因为零件的姿势、标准、精密度规矩、大批量标准和材料供货等层面的不一样,不太可能出示一种固定不动不会改变的有用排样方案方案,但在抉择方案排样方案方案时要遵从的标准是:保证在用很少的原材料消耗和很大的劳动效率的标准下取得契合技术性标准规矩的零件,其他要考虑到方便出产制造实际操作、冲压模具结构简易、长寿命及其出产车间出产制造标准和材料供货状况等,总而言之要从各层面深思熟虑,以挑选出比较有用的排样方案方案。


 昆山市周市镇荷花浜路58号
昆山市周市镇荷花浜路58号 www.ferjm.com
www.ferjm.com 13773160768
13773160768 0512-57627085
0512-57627085

