

服务热线
137-7316-0768

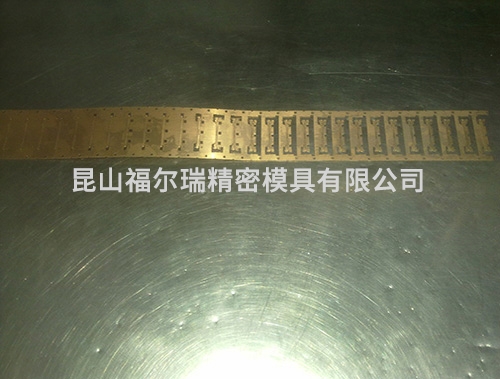
精密冲压件跟着社会的开展冲压产品已经广泛应用到各个领域,电子冲压件加工过程中需求,冲压,裁切,那么这个冲裁件的尺度要到达什么样的规范,表面粗糙度又是什么规范呢?冲裁件的精度一般可分为精密级与经济级两类。
精密级是指冲压工艺在技术上所允许的较高精度,而经济级是指模具到达磨损时,其所结束的冲压加工在技术上可以实现,而在经济上又合理的精度。即“经济精度”。为了降低冲压本钱,取得技术经济效果,在不影响冲裁件运用要求的前提下,应尽或许选用“经济精度”。

一、冲裁件的经济公差等级不高于1T11级,一般要求落料件公差等级较好低于1T10级,冲孔件较好低于1T9级。
二、冲裁件的表面粗糙度与材料塑性、材料厚度、冲裁模空隙、刃口锐钝以及冲模结构等有关。当冲裁厚度为2mm以下的金属板料时,其断面的表面粗糙度Ra 一般可达12.5~3.2μm.冲裁得到的工件公差列于表内,假如工件要求的公差值小于表值,冲裁后需经整修或选用精密冲裁。
精密冲压件加工厂在送料的时候,有时候会出现卡料的现象,出现卡料的原因以及解决办法是什么呢?下面跟着精密冲压件厂家来看一下;
电子冲压件加工出现卡料的原因;
1、送料机送距、压料、放松调整不当;
2、生产中送距发生变异;
3、送料机毛病
4、材料弧形,宽度不对,毛边较大;
5、导料孔径缺乏,上模拉料;
6、折弯或撕切位上下脱料不顺;
7、导料板的脱料功用设置不当;
8、材料薄,送猜中翘曲变形;
9、模具架起置不当,与送料机垂直度差错较大;
冲压件加工厂卡料的解决方法及对策;要从头调整及维修或许更换新的材料,保证进料质量,消除料带镰刀弯、研修冲导正孔凸、凹模、调整脱料弹簧力气等。修正导料板,防料带上带、送料机与模具间加设上下料,加设上下挤料安全开关、从头架起模具等。

 昆山市周市镇荷花浜路58号
昆山市周市镇荷花浜路58号 www.ferjm.com
www.ferjm.com 13773160768
13773160768 0512-57627085
0512-57627085

