

服务热线
137-7316-0768

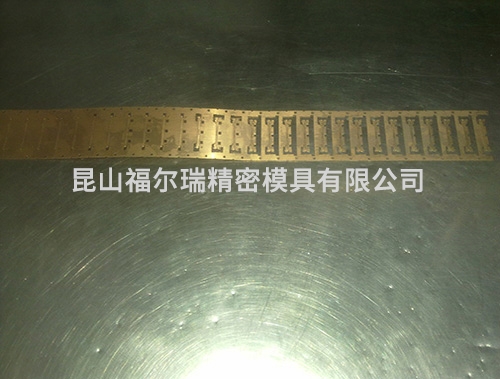
常常听到有朋友说,我这款精密冲压件要求很高,需求精度到多少,需求几天要交货,忧虑出来的物料不是自己想要的作用。
很多电子精密冲压件在没有模具时是无法安排打样的,是看不到自己想要的那种作用,所以需求选择一家靠谱的精细五金冲压件加工厂才能在确保质量的状况下确保时效
精密冲压件工艺大致可分为分别工序和成形工序(又分弯曲、拉深、成形)两大类。分别工序是在冲压过程中使冲压件与坯料沿必定的轮廓线相互分别,一起冲压件分别断面的质量也要满足必定的要求;成形工序是使冲压坯料在不损坏的条件下发生塑性变形,并转化成所要求的成品形状,一起也应满足尺寸公役等方面的要求。
按照冲压时的温度状况有冷冲压和热冲压两种方式。这取决于材料的强度、塑性、厚度、变形程度以及设备才能等,一起应考虑材料的原始热处理状况和使用条件。
1.冷冲压金属在常温下的加工,一般适用于厚度小于4mm的坯料。利益为不需加热、无氧化皮,表面质量好,操作便当,费用较低。缺陷是有加工硬化现象,严重时使金属失掉进一步变形才能。冷冲压要求坯料的厚度均匀且波动规划小,表面光洁、无斑、无划伤等。
2.热冲压将金属加热到必定的温度规划的冲压加工方法。利益为可消除内应力,避免加工硬化,添加材料的塑性,降低变形抗力,削减设备的动力消耗。(来源:中国机械网)
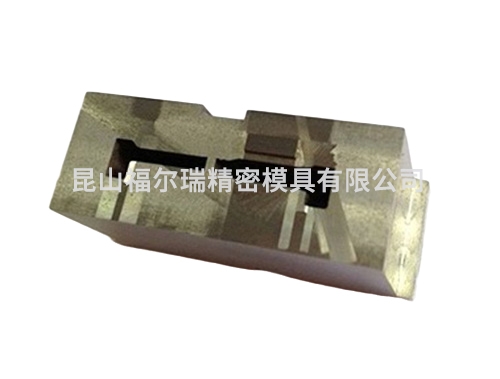
3.冲模结构:冲模是使板料发生分别或变形的东西。典型的冲模结构如图3—17所示,它由上模和下模两部分组成。上模的模柄固定在冲床的滑块上,随滑块上下运动,下模则固定在冲床的作业台上。
4.冲头和凹模是冲模中使坯料变形或分别的作业部分,用压板分别固定在上模板和下模板上。上、下模板分别装有导套和导柱,以引导冲头和凹模对准。而导板和定位销则分别用以操控坯料送进方向和送进长度。卸料板的作用,是在冲压后使工件或坯料从冲头上脱出。

二.冲模的分类
冲模是冲压生产中必不可少的模具。冲模基本上可分为简略模、接连模和复合模三种。
(1)简略冲模 简略冲模是在冲床的一次冲程中只结束一个工序的冲模。图3—17就是落料或冲孔用的简略冲模,简略冲模的装配图如图3-18所示。作业时条料在凹模上沿两个导板9之间送进,碰到定位销10停止。凸模向下冲压时,冲下的零件(或废料)进入凹模孔,而条料则夹住凸模并随凸模一起回程向上运动。条料碰到卸料板8时(固定在凹模上)被推下,这样,条料继续在导板间送进。重复上述动作,冲下第二个零件。 常熟电子冲压件加工
(2) 接连冲模 冲床的一次冲程中,在模具不同部位上一起结束数道冲压工序的模具,称为接连模,如图3—19所示。作业时定位销2对准预先冲出的定位孔,上模向下运动,凸模1进行落料,凸模4进行冲孔。当上模回程时,卸料板6从凸模上推下废料。这时再将坯料7向前送进,履行第2次冲裁。如此循环进行,每次送进间隔由挡料销操控。
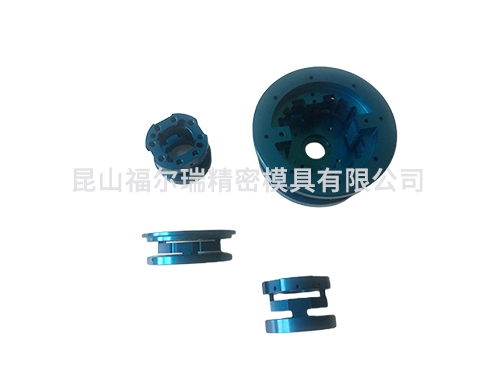
(3) 复合冲模 在一次冲程中,在模具同一部位上一起结束数道冲压工序的模具,称为复合模,如图3—20所示。复合模的较大特点是模具中有一个凸凹模1。凸凹模的外圆是落料凸模刃口,内孔则成为拉深凹模。当滑块带着凸凹模向下运动时,条料先在凸凹模1和落料凹模4中落料。落料件被下模傍边的拉深凸模2顶住,滑块继续向下运动时,凹模随之向下运动进行拉深。顶出器5和卸料器3在滑块的回程中将拉深件9推出模具。复合模适用于产量大、精度高的冲压件。

 昆山市周市镇荷花浜路58号
昆山市周市镇荷花浜路58号 www.ferjm.com
www.ferjm.com 13773160768
13773160768 0512-57627085
0512-57627085

