

服务热线
137-7316-0768

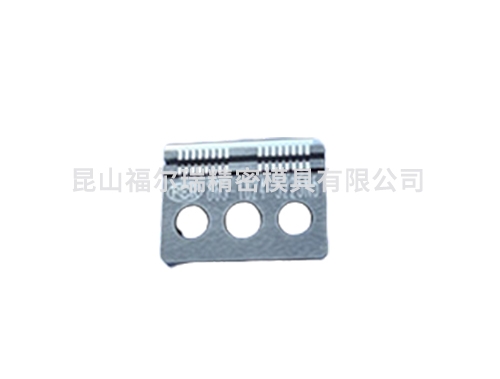
精密冲压件导致硬质合金钎焊工件等精密零部件加工的裂纹要素是多方面的,如槽形规划、钎焊工艺、加热进程及刃磨等
1,一些硬度高、强度低的硬质合金,如YT60、YT30、YG2和YG3X等,容易产生钎焊裂纹。尤其是这些商标的硬质合金的钎焊面积对照大时更应当惹起注重。
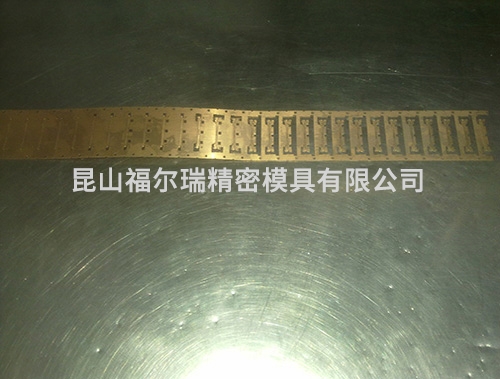
2, 封闭式或半封闭式的槽形,是增加钎焊应力促进构成裂纹的重要原因。应在满意焊缝强度运用要求的情况下,尽或许削减钎焊面积,以减小钎焊应力。

3,焊接加热速度太快或焊后冷却速度过快会构成热量分布不均,产生瞬时应力惹起裂纹。快速加热时,硬质合金外层受压应力,中间受拉应力,超越答应的加热速度时,或许产生可见的裂纹和里边不行见的裂纹。钎焊后快速冷却时,外层上会出现拉应力,而惹起合金中出现裂纹。应防止将工件放在湿润的地面上,或放在湿润的石灰槽中,这会使硬质合金因骤冷而产生裂纹。
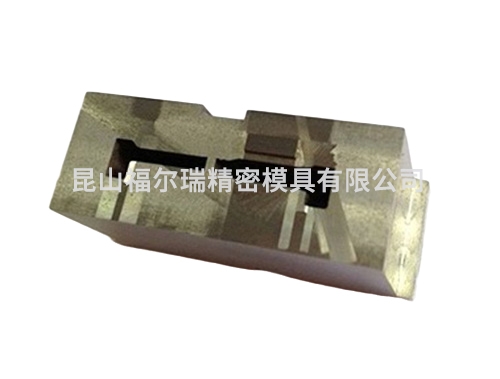
4,硬质合金长条自身有缺点,在焊前检查时未能发现而导致钎焊后产生裂纹。对于大面积或特别形状的硬质合金,钎焊前有必要逐块的进行严厉检查。硬质合金在烧结进程中的缺点,如小裂纹、崩角、疏松等情况,加热钎焊后或许扩大构成大裂纹。
5,钎焊后刃磨不当也会产生裂纹,如砂轮的材料、硬度和粒度等选用不合适,磨削时用水冷却,磨削余量留的过大、磨削工艺不当等也易构成裂纹。


 昆山市周市镇荷花浜路58号
昆山市周市镇荷花浜路58号 www.ferjm.com
www.ferjm.com 13773160768
13773160768 0512-57627085
0512-57627085

